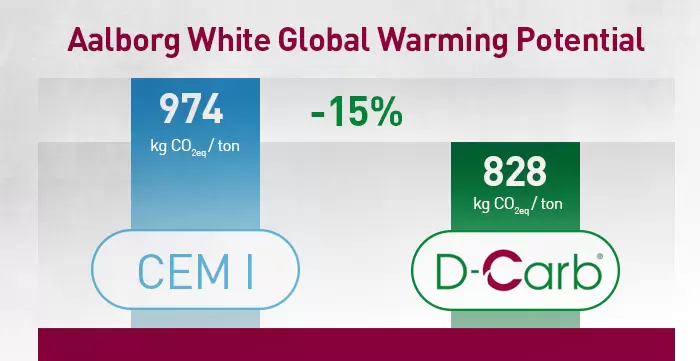
Cementir Group is dedicated to reducing its CO2 emissions from cement manufacture and has recently launched its new D-Carb range to extend its commitment to sustainable white cement manufacture. The first product, CEM II/AL-LL 52.5R, also emits 15 per cent lower CO2 emissions than Aalborg White® CEM I 52.5R. With a greater product fineness and particle size distribution, D-Carb is designed with superior rheology to traditional white cements.
The cement industry must commit to addressing environmental issues. Cementir Group is no different, using a multifaceted approach to tackle climate change, targeting the reduction of CO2 emissions and water consumption, preservation of natural habitats and the promotion of technical solutions to minimise environmental risks. This article will use the Cementir Group as a case study to show how a product range can be developed to support this sustainable transition in the industry.
The industry’s efforts to diminish environmental impact cover the entire value chain, from procurement and manufacturing to logistics and distribution. The Cementir Group collaborates with local communities, suppliers, customers, non-governmental organisations and various stakeholders. Through a comprehensive 10-years roadmap, the company aims to implement more disruptive measures to combat climate change, emphasising the maximisation of existing technologies and the groundwork for breakthrough innovations leading to net-zero production.
Since 2022 the group has intensified its focus on innovation, a fundamental driver for sustainable progress. Ongoing studies and the development of low-carbon cement were complemented and the installation of a pilot carbon capture and storage (CCS) unit at the Aalborg Portland cement plant (Denmark) has started with additional feasibility studies of CCS technologies at selected plants. Consequently, the company’s 2030 roadmap was updated to include the deployment of carbon capture technologies at the Aalborg plant, in addition to actions already planned for all operations.
The D-Carb range as a product solution
The company’s commitment to sustainability extends to its white cement production. Transitioning towards more sustainable production in the white cement is actually more challenging than grey cement, due to major differences in the production process as well as colorimetric performances to guarantee. Common actions to reduce carbon footprint used for grey product are not suitable for a white cement production.
On the process side, alternative fuels should be limited in their usage due to their negative impact on colorimetric performances. The company has partially mitigated this thanks to the use of waste heat recovery, providing district heating to approximately 30,000 local households in Aalborg.
On the product side, almost none of the supplementary cementitious materials (SCMs) proficiently used in grey cement to lower the clinker ratio, can effectively replace white clinker without negatively impacting whiteness and/or performances.
Embracing the challenge of lowering cement’s carbon footprint within the constraints linked to colour and performance requirements, the company launched in 3Q24 D-Carb, a new umbrella brand for white low-carbon cements, supporting industry-wide decarbonisation efforts. It will be firstly rolled out in Europe before its planned global roll-out.
The product represents a continuous and consistent decarbonisation effort for the Aalborg range. Technical collaborations have been established with leading companies in the admixtures sector as well as with loyal customers to deep dive into several end-applications.
To meet the tight timing for more sustainable solutions, fast-prototyping techniques were deployed, involving extensive experimentation at lab and full-scale trial levels. This has allowed the company to turn a proven concept into an industrial reality.
A lower-carbon footprint "spiced" with early high strength performances
The first product of the D-Carb family is CEM II/A-LL 52.5R, produced in Aalborg. The product is available both in bags and bulk.
D-Carb® matches a lower carbon footprint with Global Warming Potential (GWP/A1-A3) at 828kg of CO2/t (documented with Environmental Product Declaration), which is 15 per cent less in emissions released compared to Aalborg White® CEM I 52.5R. D-Carb is the first in the market to match a lower carbon footprint with outstanding performances in its early stages.
The product family has been optimised starting from the synergy between well-known Aalborg White® clinker and limestone with the choice of fit-for-purpose grinding aid to achieve outstanding performances at early ages comparable to Aalborg White® CEM I 52.5R. This is a great result considering a relevant clinker replacement with limestone, which is not included in reactive SCM addition.
Changing the limestone fineness as well as the overall particle size distribution, D-Carb allows an enhanced and consistent rheology considered as a seal of quality in wet cast applications where self-compacting concrete is mainly used. Customers can benefit from those superior rheological properties aiming to achieve a finish resembling a marble surface.
Acknowledging the synergy between cement and admixtures is critical for any production. At the company’s R&D lab, development underwent an extensive experimental phase, covering all the applications segments and was carried out in collaboration with the leading admixtures companies in the market. This importantly established a collaboration with the main producers to further investigate the system cement/ admixtures/other components of the mixes to avoid any cement or admixture incompatibility.
Within the investigation, a specific focus has been put on precast concrete elements testing SCC and high demanding mixes, based on customers’ recipes, making a comparison between D-Carb and Aalborg White CEM I 52.5R. Results from the R&D lab have confirmed that D-Carb has similar superplasticiser demand, stable in self compacting formulations and especially retains more workability.
Along with precast concrete, D-carb can be proficiently applied to all the main applications, notably RMC, dry-cast concrete, and dry mix.
Thanks to these overall performances achieved by D-Carb®, customers have the tool to replace CEM I 52.5R in industrial manufacturing processes – especially when early age performances are the most demanding requirements. A specific testing programme is always recommended at the production level.
D-Carb on the field: the voice of customers
Since its launch during 2Q24, the product family has been rolling out in the European market both in bags and bulk. Customers have been able to test it proficiently in their production processes, covering all the potential technology segments as well as products. The Technical Sales team has been supporting this testing with expertise to guide users in adopting D-Carb® product and integrating it into their production processes. Continuous information sharing is established to act promptly in this transition period.
Just before and during the commercial launch many industrial trials were carried out with positive feedback reported within all the segments in which D-Carb is applied.
Customers’ choice of D-carb is driven by the aim to consistently reduce the carbon footprint of their products to support their decarbonisation strategy. Nevertheless, the feasibility in users’ manufacturing process is a pre-requisite to apply any change.
All the industrial users agree that D-Carb is easy to use in the precast concrete. Transitioning from Aalborg White CEMI to D-Carb has been smooth, as it integrates well with the company’s production process without requiring major formulation changes. Even high performances like C50/60 can be achieved with a specific finetuning.
At first sight, some customers have admitted being reluctant to replace CEM I 52.5R, but then they are impressed by early strength performance and excellent rheology, to keep high production standards without affecting timing/ throughput.
Thanks to the implementation of D-Carb in the production process with minor finetuning, via D-Carb industrial users have confirmed that they have been able to reduce the environmental impact of Cementir’s products.
Attachments
Press Release Download
Authors

Michele Di Marino
Chief Sales, Marketing & Commercial Development Officer, Cementir Holding
He joined Cementir Holding in 2010, working in Copenhagen, Denmark. As the Commercial and Business Development Director, consolidating the leadership position White Cement in Europe and working on several growth and strategic projects. In 2017, he relocated to Rome and took on the role of Group Chief Sales, Marketing & Commercial Development Officer, leading global commercial strategy. He is pursuing the Sustainability & Innovation agenda.

Stefano Zampaletta
Group Product Development Manager, Cementir Group
Stefano Zampaletta is currently working for Cementir Holding as Group Product Development Manager. He is in charge of defining and coordinating the Group sustainability roadmap for a lower carbon product range and its roll-out at Group and Local level to support Group’s CO2 emission reduction targets. Within this he is co-leading FUTURECEM® as Group Initiative: a green and sustainable solution for cement and concrete technology. He is also coordinating innovation activity on cement-based solution and products within InWhite Solutions®. During his 20 years-experience in cement and concrete industry, he also covered different positions in technical assistance, quality control and R&D.
Recommended Posts

D-Carb Supports C-concrete's Transition to Low Carbon Precast Concrete Production

D-Carb Lower Carbon White Cement Performance in the Precast Industry

Share on